Metal Casting

One of the most recognized and highly specialized metal casting companies in China today, ChinaSavvy is a Western owned metal castings company operating to ISO 9001:2008 standards.
 |
 |
 |
 |
 |
 |
Metal Casting Process
A known and used process for thousands of years, metal casting involves the pouring of a molten metal into what is called the metal casting molds, containing cavities in the desired shape. Allowing the metal to cool and solidify, the casting is broken out or ejected from the mold. This part then, in some cases, undergo further machining and finishing processes.
The two main branches of metal casting processes are:
- Expandable Mold:
This mold is capable of producing only one metal casting (as the mold is destroyed in the ejection process) and intricate geometries are achievable when using these types of molds. Furthermore, binders are used in order to help the mold material to keep its forms and are usually made of plaster, sand or similar materials. - Permanent Mold:
This type of mold is capable of producing a number of castings (as it is has sections capable of opening and closing), but limits the shapes of parts. Molds of this type is usually made of metal or a refractory material.
Pattern and Pattern Material
A geometric replica of the metal casting, patterns are required for expandable mold processes. These patterns are usually slightly bigger, compensating for the shrinkage that commonly occurs during the cooling and solidification process. Parts made using expandable molds generally require a secondary manufacturing process (like machining).
Machining and other secondary process do increase cost, but by increasing the machining allowance, one also increases the surface finish, part dimension as well as compensate for a number of variables
The material used to create the pattern depends on a number of factors, including the type of metal casting process used, the mold used, the cast's desired size and geometry, the number of casts to be produced using the pattern as well as the desired tolerance and dimensional accuracy required.
The Cores
Used in casting that have internal geometries, a core is simply an inverse replica of the desired internal features of the part being casted. These cores are meticulously designed in order to compensate for shrinkage, and is made of the same material as the pattern. Like the pattern, the core is ejected once the molten metal; has cooled and solidified.
Chaplets are used in cases where structural support is needed in order to help keep the core in place. These chaplets are made of a material that has a higher melting point than the material being poured, allowing it to become a part of the part as the molten metal solidifies.
The Mold
A mold consists of the cope (which is the top) and the drag (which is the bottom). Patterns are then placed inside molds to leave behind the pattern impression.
Parting lines are formed between the cope and the drag, allowing for the mold to be opened and the pattern to be removed.
After the pattern has been removed, the cores are placed (with chaplets if needed), leaving behind the geometry of the part that has to be casted.
The Gating System
In order for the molten metal to be poured, gating systems need to be added to the mold. These gating systems can be curt by hand or, by using more specialized methods, be added into the pattern along with the part.
The elements of a gating system includes the:
- Pouring Basin:
The location at which the molten metal enters the mold. These basins are designed in such a way as to reduce turbulence. - Down Sprue:
The location through which the molten metal travels when leaving the pouring basin. Tapered, the down sprue has a reduced cross-section as it moves downwards. - Ingate Area:
The location through which the molten metal passes after leaving the down sprue and before entering the inner mold area. It is an important factor when it comes to the regulation of the flow of the molten metal. - Runners:
Passages (almost like tunnels) through which the molten metal is distributed throughout the mold. - Main Cavity:
This is the impression of the actual part that needs to be casted. - Vents:
Needed in order to assist the escape of gases formed during the solidification process. - Risers:
Described as reservoirs for molten metal, risers are responsible for feeding metal to various sections of the mold in order to compensate for shrinkage during the cooling and solidification process. There are four types of risers namely blind risers, open risers, side risers and top risers.
Pouring
The process by which molten metal is delivered into the casting molds, involving the flow of the metal through the gating system and into the casting or cavity.
Factors that influence pouring includes:
- Pouring Temperature:
With a higher temperature than that needed for solidification, the temperature of each metal as well as casting process will differ. Superheat is the difference in temperature between the pouring temperature and the solidification (or cooling) temperature. - Pouring Rate:
A strict balance in volumetric rate is necessary during the pouring process. If the pouring is too slow, the molten metal can cool and solidify before properly filling the mold, while a 'too-high' pouring temperature can result in turbulence. - Turbulence:
An inconsistent variation in the speed of the pouring process as well as the direction of flow throughout the molten metal itself, causes what is called turbulence. Turbulence causes mold erosion and can also lead to an increase in the formation of metal oxides, resulting in porosity.
Types of metal casting services ChinaSavvy specializes in
ChinaSavvy specializes in:
- Investment Casting for bronze, steel, aluminum and stainless steel.
- Sand Casting for aluminum, bronze, iron, steel and zinc.
- Die Casting for zinc, aluminum and magnesium.
- Permanent Mold Casting for aluminum and zinc
- Shell Casting for zinc, aluminum, bronze, iron and steel.
- Lost Foam Casting for steel, zinc, aluminum, bronze and iron.
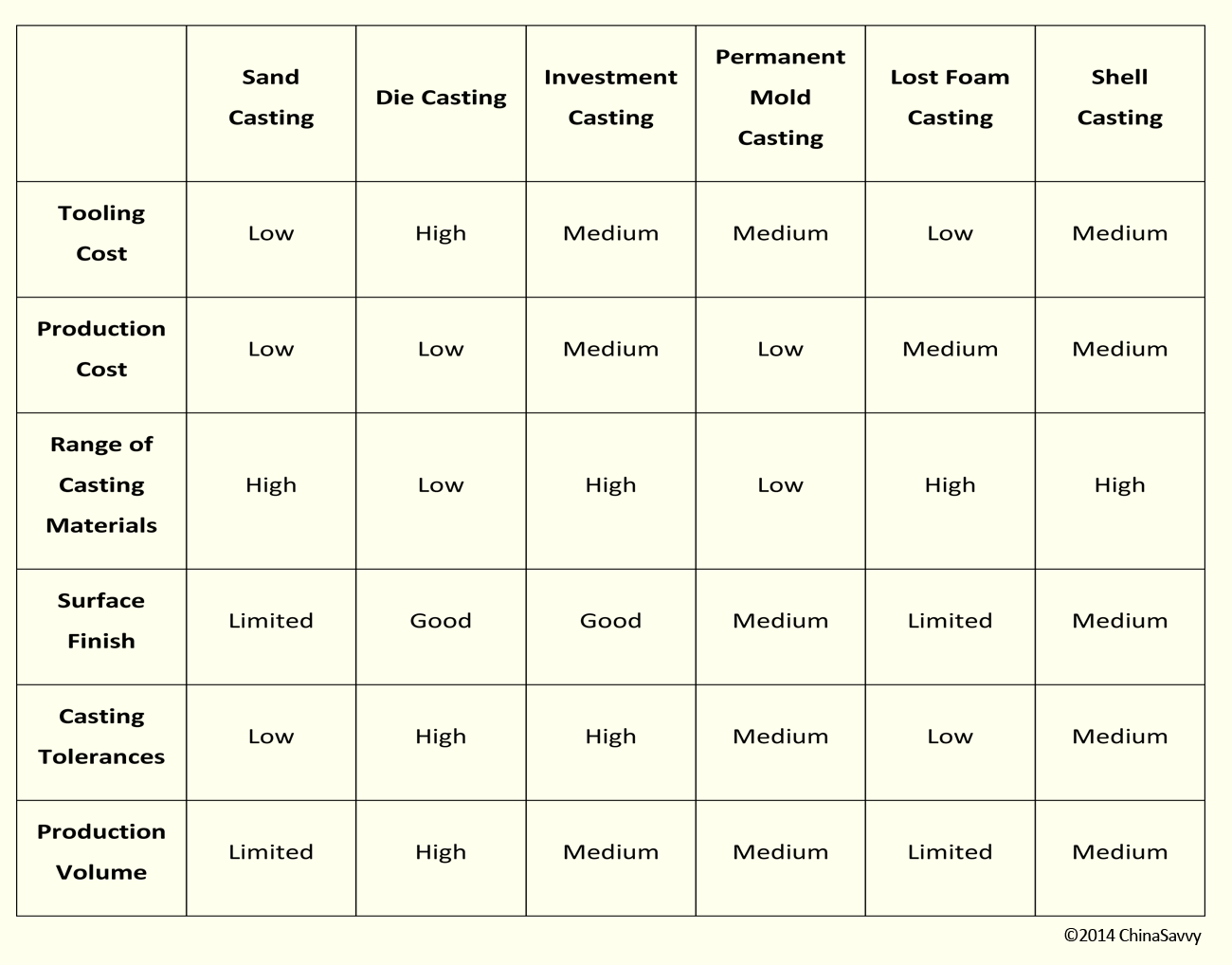
Choosing the right metal casting process for your parts or products
With so many types of metal casting processes at your disposal, choosing the right process for your project depends on a number of factors, including the material itself, surface finishes and tolerances required, tooling costs, costs per part as well the volume of your production run.
Below is a simplified table outlining each of these important factor, enabling you to choose the right process for your project:
Note: You can click on the table below to view a larger image.
ChinaSavvy, being a highly specialized metal castings company, also delivers post-casting services, including CNC Machining Polishing, Plating and Coating.

.png)
company profile
from the China buyers'
toolbox
What the papers say
 ChinaSavvy
ChinaSavvy PO Box 3435
PO Box 3435- Frome BA11 2ZJ, U.K.
 Chinasavvy HK Ltd
Chinasavvy HK Ltd 551 Turner Street
551 Turner Street- Auburn, Maine 04210, USA
 Chinasavvy HK Ltd
Chinasavvy HK Ltd 400 Wuzi Building
400 Wuzi Building- Beijiaochang Henglu 12
- Guangzhou 510050
- P R China
Corporate member of:
CHINA-BRITAIN
BUSINESS COUNCIL
![]() Corporate Member
Corporate Member
The British
Chamber of Commerce
Guangdong
![]() Corporate Member
Corporate Member
The American
Chamber of Commerce
in South China
![]() Company Member
Company Member
Institute of
Quality Assurance

Product development and prototyping in metals and plastics.
IS OUR PRIORTY
COMMODITIES
daily prices
videos
See videos of all the major processes we work in. Click VIDEO to view videos:
Investment casting:
Sand casting:
Diecasting:
Permanent mold gravity casting:
Lost foam casting:
CNC laser cutting:
CNC bending:
CNC punching:
Aluminum extrusion:
CNC milling:
CNC lathe:
Robot welding:
Manual welding:
Powder coating:
Quality assurance: